
プラスチック射出成形は非常に効率的な製造プロセスですが、経験豊富なエンジニアでさえ、品質、コスト、効率に影響を与える課題に直面しています。で太陽明るい、20年以上の専門知識がありますプラスチック射出型製造業では、最も頻繁な問題を特定しました。さらに重要なこととして、それらを修正する方法です。
欠陥は、材料の選択、カビの設計、処理条件など、さまざまな要因から生じる可能性があります。最も一般的な問題とその解決策は次のとおりです。
原因:不均一な冷却または不適切な材料の選択。
解決:
の冷却チャネルを最適化しますプラスチック射出型.
高品質の熱安定樹脂を使用します。
保持圧力と冷却時間を調整します。
原因:不十分な梱包圧力または厚いセクションが不均一に冷却されます。
解決:
保持圧力と時間を増やします。
均一な壁の厚さのためのパーツジオメトリを再設計します。
厚いセクションには、ガス支援モールディングを使用します。
原因:摩耗したカビ、過度の噴射速度、または固定力の問題。
解決:
定期的に維持し、修復しますプラスチック射出型.
クランプ圧力と噴射速度を最適化します。
適切なカビのアライメントを確保します。
原因:溶融温度が低く、注射圧力が不十分、ブロックされたゲート。
解決:
メルトとカビの温度を上げます。
ランナーシステムの妨害を確認してください。
必要に応じて、高流材料を使用してください。
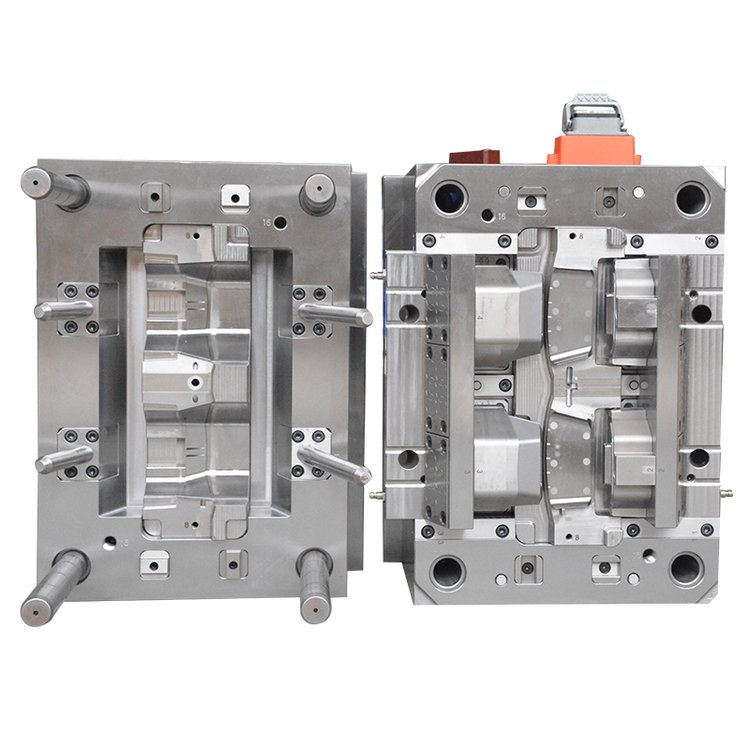
でサンブライト、高精度を設計しますプラスチック射出型これらの課題を最小限に抑えるため。当社の製品が際立っている方法は次のとおりです。
| パラメーター | 仕様 | 利点 |
|---|---|---|
| カビ材料 | P20、H13、ステンレス鋼 | 耐久性が高く、耐食性 |
| 許容範囲 | ±0.01mm | 複雑な部品に適合する精度 |
| 表面仕上げ | SPI A1(ミラーポリッシュ) | 排出摩擦を減らし、美学を改善します |
| 冷却システム | コンフォーマル冷却チャネル | より速いサイクル時間、ワーピングの減少 |
| 寿命 | 500,000以上のサイクル | 長期コスト効率 |
✔ カスタマイズされたデザイン - 正確な生産ニーズに合わせて調整されています。
✔ 高度な冷却技術 - サイクル時間と欠陥を最小限に抑えます。
✔ 厳密なQCプロセス - すべてを保証しますプラスチック射出型業界の基準を満たしています。
予防はから始まります:
適切な金型デザイン - 当社のエンジニアは、ゲートの場所、通気、および冷却を最適化します。
材料の選択 - 私たちはあなたがあなたのアプリケーションに適切な樹脂を選ぶのを助けます。
プロセス最適化 - 微調整温度、圧力、サイクル時間。
でサンブライト、私たちはモールドを販売するだけではありません。ソリューションを提供しています。ワーピング、シンクマーク、または短いショットと戦っている場合でも、当社の専門知識により、よりスムーズな生産と高品質の部品が保証されます。
お問い合わせ今日私たちがあなたの最適化方法を議論するためにプラスチック射出成形プロセス!



